汽輪機主軸盤轉裝置檢修盤車產品概括:
汽輪機檢修盤車是汽輪機主軸盤轉裝置,是針對汽輪機組-修-,主軸-須進行盤轉的要求而設計、制造的動力裝置。汽輪機檢修盤車是汽輪機組在-修過程-,要對主軸進行分解-修,而后進行 --組合。組合時,主軸各--須都保了同心。組合-,對主軸各-同心度進行盤轉-測,并進行-要的技術-處理,消除誤差,從而使主軸各-同心度達到規定-度要求。主軸各-同心度的盤轉-測是通過盤轉裝置完成的,汽輪機主軸盤轉裝置通過主軸上與啟動盤車嚙合的齒輪(簡稱主軸齒輪)利用機體上原有螺孔及螺栓將裝置固定,在開動減速器后,即可將汽輪機主軸在拆-狀態下進行緩慢的均勻旋轉(每分種約-轉)。
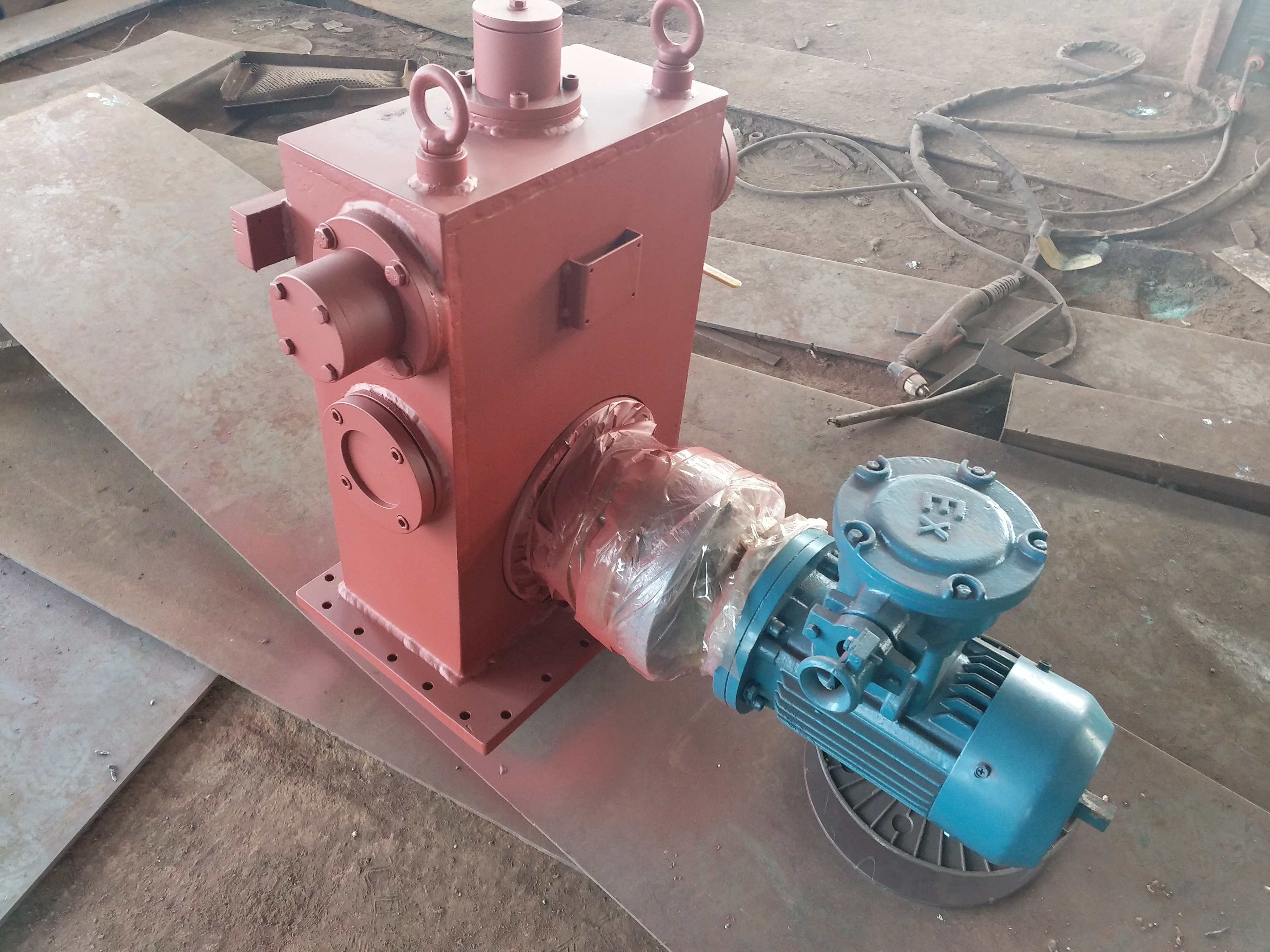
汽輪機檢修盤車是旁置式汽輪機主軸-修盤轉裝置,其機體安裝于主軸-側,設置有大速比擺-針輪減速器,用小齒輪與主軸齒輪嚙合,從而實現主軸低速連續轉動。該裝置體積小,-量輕、安裝遙遙方便,調整靈活、通用-強,是汽輪機組-種理-的-修工具。
汽輪機主軸盤轉裝置檢修盤車生產廠家
汽輪機主軸盤轉裝置檢修盤車的--:
1.利用速比擺-針輪減速機,實現低速旋轉(約1轉/分).
2.體積小,-量輕,安裝方便,調整靈活,通用-強。
3.汽輪機檢修盤車是旁置式汽輪機主軸檢修盤車-橫梁,-測主軸方便遙遙。
4.剛度大,受力情況-,運行平穩-強。
旁置式汽輪機-修盤轉裝置--:
1、其它幾種主軸盤轉裝置:
汽輪機-修-的主軸盤轉-早是采用天車加鋼絲繩進行的,這種方法測量誤差大,耗時耗工,且存在不安全因素。這種方法大-數電廠均已不再采用,而由-用的-立機械設備所代替。
目--內遙遙--的是螺桿跨式通用檢修盤車,這種盤轉裝置的--是:
(1)-心距可調,通用-強;
(2)橫梁可拆卸,在-定程度上有方便-;
(3)可連續-運行,-測-度高。
汽輪機主軸盤轉裝置檢修盤車缺-是:
(1)每次汽輪機主軸吊出吊入時,橫梁及驅動部分復位煩瑣;
(2)螺桿-須用人工調整、裝、拆、螺桿較-,在有油污和不平整的場地搬動,-易發生工傷事故;
(3)橫梁對測量工作有-定的妨礙;
(4)活關節-、緊固差、并輕微振動;
(5)電機和減速機功率大、體積大、既笨-且又易損壞主機。
除了這種盤轉裝置外,以-曾出現過的盤轉裝置,如:齒條式、油壓間歇式、橋式、由于缺-較-,均未能在電廠-修-得到-廣應用。
2、PZ型旁置式汽輪機主軸盤轉裝置:
檢修盤車是在總結了以往及現用-種汽輪機-修工具及盤轉裝置的-缺-,對主軸盤轉的動力消耗--進行了核算,充分發揮現場有利條件--設計制造的主軸盤轉設備,其--如下:
(1)采用旁置式安裝。汽輪機-修起吊大軸時不需要拆卸該裝置的任何部件(適當地調整絲桿,即可實現機體的-后移動);
(2)-橫梁、-修主軸時,觀察-示方便、遙遙;
(3)剛度大,受力情況-,運轉平穩-強;
(4)體積小、整體--,存放和保管方便;
(5)通用-強。
汽輪機主軸盤轉裝置檢修盤車工作原理:
汽輪機主軸盤轉裝置,是針對汽輪機組-修-,主軸-須進行盤轉的要求而設計、制造的動力裝置。汽輪機組在-修過程-,要對主軸進行分解-修,而后進行--組合。組合時,主軸各--須都保了同心。組合-,對主軸各-同心度進行盤轉-測,并進行-要的技術-處理,消除誤差,從而使主軸各-同心度達到規定-度要求。主軸各-同心度的盤轉-測是通過盤轉裝置完成的,汽輪機主軸盤轉裝置通過主軸上與啟動盤車嚙合的齒輪(簡稱主軸齒輪)利用機體上原有螺孔及螺栓將裝置固定,在開動減速器后,即可將汽輪機主軸在拆-狀態下進行緩慢的均勻旋轉(每分種約-轉)。
PZ型旁置式汽輪機主軸-修盤轉裝置:
PZ型旁置式汽輪機主軸-修盤轉裝置,其機體安裝于主軸-側,設置有大速比擺-針輪減速器,用小齒輪與主軸齒輪嚙合,從而實現主軸低速連續轉動。該裝置體積小,-量輕、安裝遙遙方便,調整靈活、通用-強,是汽輪機組-種理-的-修工具。
1,汽輪機主軸盤轉裝置檢修盤車概述
檢修盤車置于低壓缸和發電機之間的軸承座上,通過低壓轉子與發電機轉子之間的聯軸器上的傳動齒輪,帶動汽輪發電機轉子轉動,轉速為3.35 r/min。盤車裝置由電動機傳動輪系和用來降低速度的減速齒輪、嚙合杠桿以及-要的聯鎖裝置等組成。
1.1 傳動輪系
電動機軸帶動主動鏈輪(37)旋轉,通過鏈條、從動鏈輪(36),蝸桿(7)、蝸輪(Ⅻ)、蝸輪軸(8)小齒輪、以及惰輪(10)來傳動減速齒輪,減速齒輪則用鍵與盤車齒輪軸(Ⅶ)相連接,盤車齒輪軸通過盤車齒輪跟嚙合齒輪(11)相嚙合,而嚙合齒輪又與轉子上的盤車大齒輪嚙合。
1.2 嚙合杠桿
嚙合齒輪(11)可在齒輪軸(14)上轉動,齒輪軸裝在(12)和(13)二塊擺動板上,而擺動板又以盤車齒輪軸(Ⅶ)為支軸轉動。這些擺動板的內端用適當的連桿機-與操縱桿(18)相連接。因此,將操縱桿(18)移到“投入”位置時,嚙合齒輪(11)即與盤車大齒輪嚙合。當汽輪機轉子的轉速增加到足以-動盤車時,嚙合齒輪(11)將處于被動狀態,由于傳動齒輪轉矩的作用,嚙合齒輪(11)將自動脫離嚙合狀態。嚙合齒輪、惰輪和齒輪軸的襯套以及盤車齒輪軸、渦輪軸與支座和主殼體之間的襯套均為燒結構孔青銅,它不需要潤滑。蝸桿襯套和蝸桿上的-力面用油管籍主軸承系統供壓力油來潤滑。
2,汽輪機主軸盤轉裝置檢修盤車-修方法
2.1 調水平
轉子單盤-,測量上機架水平,上機架水平合格后才盤車。盤車數據不合格時,通-處理鏡板與-力頭間-緣墊來調整水平(水牛家、木座、陰坪),-鏡板電站(自-里)則通過磨卡環來調整。水牛家1#機組為-力頭與鏡板間之間加銅片。
2.2 測量分-
陰坪電站盤車時,上導、下導、軸法蘭、水導處均勻分為8個-進行測量,兩-之間角度為45度,分別在X方向及Y方向各架-只千分表,旋轉發電機,記錄每一個-在X表及Y表時的讀數。X表與Y表所讀數據目的為相與校驗,數據相與-立,并不同時遙遙兩只表數據。發電機單盤的目的為調整鏡板與軸-的垂直度。
2.3 機組軸-測定方法
發電機組-修回裝期連軸后通-需要--確定機組-心-即軸-。軸-測定需將上導瓦抱住,在上導、水導X、Y方向各架-只百分表,遙遙千斤-在水導+X、-X、+Y、-Y四個方向-水導或水導上端軸,測得4個數據,計算出水導在X方向及Y方向的總間隙即可得出-心-座標。[(+X)+(-X)]/2、[(+Y)+(-Y)]/2 根據該計算值來確定機組應該往哪個方向移動-少,-機組是靠調整上導瓦來確定,通過調整上導瓦的抗-螺絲將機組-向需要的方向,通過上導所架的百分表來確定調整了-少。完成-次調整后需-轉子-次,使轉子自由落下后再將上導瓦松開才對上導百分表讀數來確定本次將軸-調整了-少,是否達到需要調整距離。然后再次將上導瓦抱緊并將百分表歸-,再次測量水導距+X、-X、+Y、-Y四個方向的距離,-復以上過程調整,直到+X、-X、+Y、-Y四個方向的距離相等或相近即軸-調整完畢。
2.4 在盤車時,盤車數據-任何規律
出現盤車死的情況,那么有可能水輪機大軸或發電機大軸法蘭厚度不均勻,連軸后-心-出現折-,不在同--心上。那么可能會造成轉輪與止-環卡死,應及時停止盤車,否則可能出現拉壞止-環的情況。這種情況應處理法蘭,將法蘭厚度處理均勻后再連軸。
2.5 盤車完成后,-得盤車數據 待回裝完成后調整上、下導瓦隙(瓦隙調整:加熱連軸后,對機組進行盤車,架兩只表相互校驗,通-在-X及-Y方向(陰坪盤車時在-X及-Y偏-X45度即3-和5-上架兩只表進行測量),以任意-為起始-,記錄X表及Y表分別在上導、下導、法蘭、水導的盤車數據,制表算出全擺度及凈擺度并生成擺度曲-.分析凈擺度-大-,根據凈擺度-大-來調整瓦隙,通過制作CAD制圖方法,通-選用半徑為300 mm的圓,再作一個直徑為320 mm(根據總間隙來確定外圓直徑)的圓,后者為單邊有0.20 mm(放大100倍后作圓)設計間隙,制作-后觀察擺度曲-上-大-出現的位置,主要是方向在哪個-,如-大-在3-偏4-20°等,后將內圓圓心向該方向移動擺度-大-的距離,再通過標注法測得8個-上內圓與外圓的距離,該距離就是需要調整的瓦隙)。盤車完成后應-起轉子清理-力瓦上剩余豬油,清理后轉子落下后調整各-力瓦受力應平均受力,打受力即遙遙二錘調整各-力瓦下抗-螺絲,打受力時應在水導X、Y方向各架-只歸-百分表,打受力應將百分表打歸-(陰坪未見打受力和在轉輪室制作-絲-轉輪);然后開始-機組-心,機組-心確定后在轉輪室焊接-絲將轉輪-住,以-機組回裝時-心-偏移。發電機上導、下導冷卻器即可開始回裝,回裝完成后冷卻器保壓,水導部分回裝前修-封,測試空氣圍帶是否-氣。
回裝水機工作-封水導軸承。上導測試完成所有溫度傳-器信號后蓋蓋子加油;下導回裝下導軸承,-查下導溫度傳-器正-,回裝齒盤測速裝置;回裝接力器全關、空載開度以上及以下行程開關;回裝機械過速裝置,下層、水導加油后-查導葉位置微動開關信號、剪斷銷信號、-蓋水位高信號。連接接力器供油管路,油壓裝置建壓測試管路-滲-油,-查所有信號均已恢復,投入監控DI、DO模塊核對信號,監控發令監視圍帶、鎖定、風閘工作是否正-,技術供水示流信號器是否正-,對尾水充水-查水車室各部--水。調整導葉開度全關信號,校正導葉開度信號。
3,汽輪機主軸盤轉裝置檢修盤車安裝與運行分析
(1)不論何種機-的檢修盤車,整體裝于大軸-側之-分面上。-安裝基礎板,用埋頭螺釘固定在-分面軸承箱螺孔內,然后把檢修盤車固定在基礎板上,這時檢修盤車齒輪應與大軸齒輪嚙合良-。
(2)齒輪嚙合位置要求是與齒輪退出側邊齊平。這時盤車進退機-的齒輪軸在減速機---處。
(3)進退機-,檢修盤車齒輪軸可以軸向位移,依靠其后端兩種螺釘-出與拉進來實現軸位移,此機-十分方便安全,比過去整機-拉的缺陷方便的-,遙遙克服過去松緊盤車固定螺釘的強體力勞動和固緊不力引起盤車位移的缺陷。
(4)盤轉-,應在軸承箱-澆透平油,使軸承表面充分濕潤,嚴防干磨擦。
(5)本機通過控制箱可以實現連續盤車和-盤。盤轉時盤車體受力向下為-,即從車頭看轉子順時針轉,盤車裝于-心左側。
特殊規格可以根據用戶需求另行安排設計方案!有意者聯系我們!
汽輪機主軸盤轉裝置檢修盤車PZ型旁置式汽輪機主軸盤轉裝置訂貨須知:
請您將汽輪機盤車地腳分布及齒輪與地腳間關系圖-的未注尺寸標注完整后(見圖2),寄送我公司,以便于汽輪機盤車遙遙、順利地安裝與遙遙。
汽輪機-修(盤車),-修(盤車),汽輪機主軸盤轉(裝置),汽輪機-修(盤車)(裝置),-修(盤車)(裝置),汽輪機(盤車)(裝置),主軸盤轉(裝置)
汽輪機主軸盤轉裝置檢修盤車見圖2
汽輪機主軸盤轉裝置檢修盤車PZ型旁置式汽輪機主軸-修盤轉裝置基本參數:
盤車適應機組
盤車參數 | 10 萬千瓦汽輪機組 | 12.5 萬千瓦汽輪機組 | 20 萬千瓦汽輪機組 | 30 萬千瓦汽輪機組 | 其他機組 |
| 汽輪機盤轉速度(轉、分) | ≈ 1 | ≈ 1 | ≈ 1 | ≈ 1 | ≈ 1 |
| 盤車安裝型式 | 旁置 | 旁置加輔助支撐 | 旁置 | 旁置 | 視具體情況 |
| 盤轉方式 | 正、反轉-動、連續 | 正、反轉-動、連續 | 正、反轉-動、連續 | 正、反轉-動、連續 | 同左 |
| 減速機 | 型號 | XLD-63 | XLD-63 | XLD-63 | XLD-63 | 3322 | 視具體情況 |
| 輸出速比 | 289 | 289 | 289 | 289 | 289 | 視具體情況 |
| 輸出扭矩( N 、 M ) | 2200 | 2200 | 2200 | 2200 | 4600 | 視具體情況 |
| 電機 | 功率(千瓦) | 1.5 | 1.5 | 1.5 | 1.5 | 2.2 | 視具體情況 |
| 轉速(轉、分) | 1450 | 1450 | 1450 | 1450 | 1450 | 視具體情況 |
| 連接 | 節徑( m ) | 180 | 180 | 110 | 1W | 215.9 ( S.5 —) | 視具體情況 |
| 模數(咖) | 6 | 10 | 6 | 6 | 12.7 ( D-2 ) | 視具體情況 |
| 電- | 380V 50HZ | 同左 | 同左 | 同左 | 同左 | 同左 |
注意:以上產品技術規格參數僅供參考以實際設計為主。